TEST, TEST, TESTING: HOW CHASSIS PARTS ARE VALIDATED
When Professional Technicians choose premium chassis parts, they expect them to stand up to a multitude of tough terrains and applications. Extensive testing ensures that components live up to their promises of performance, strength, longevity and durability in the real world.
If you have ever wondered about the punishing tests that quality chassis parts go through, our 30-minute webinar will give you a first-hand look at:
- OE Design and Component Testing
- Virtual Testing
- Physical Testing
From part validation based on the original benchmark to virtual and physical testing, premium parts need to pass rigorous tests.
OE Design and Component Testing
When we use Original Equipment Manufacturer (OEM) parts as a Mevotech benchmark, they undergo a series of tests and measurements. During this process all critical dimensions, design profiles and materials used in the OE component are carefully recorded. Some of the testing tools we use include:
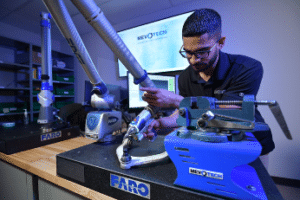 FaroArm® Measuring Technology
FaroArm® Measuring Technology
The FaroArm® is a Coordinate Measuring Machine (CMM) that captures precise OE part dimensions and component profiles. This helps us adapt our parts to ensure the same OE form and function. The Faro® can also scan a part and record a profile of any contours, which are then displayed in a heat map.
Hardness Tester
We use this tester to discover the hardness of the various metallic components used by the OEM. We also use it to validate our own components to ensure that we are meeting the hardness values we want to achieve.
Durometer
We use a durometer to check the hardness of the rubber used in the many types of bushings found in OE chassis parts so we can design accordingly.
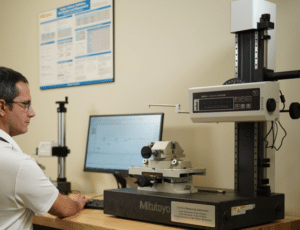
Profile Tester
The profiles of components like ball pins and bearings are recorded using a special contour measuring instrument so that when we manufacture we can make sure we are in specification.
Surface Roughness Tester
We use a surface roughness tester to determine the smoothness of contact wear surfaces, such as ball spheres interacting with bearings, to ensure that the two components that are wearing together are of comparable smoothness.
Universal Testing Machine
The universal testing machine is used for a variety of tests where a large push or pull force is required. These tests are typically destructive and will analyze the failure point of the component being tested. The universal testing machine is key to helping us understand max loads, retaining forces, pull out forces and more.
XRF Gun
An X-Ray Fluorescence (XRF) gun enables us to perform a non-destructive analysis on components to tell us their elemental makeup.
Virtual Testing
Using the MSC NASTRAN™ program, we perform Finite Element Analysis (FEA) testing to simulate the behavior of a part under a number of given conditions. The program employs mathematical models to analyze and quantify the effects of real-world conditions on a part. This enables our engineers to locate and address potential problem areas in a component’s design. For example, even before we get into the production and physical testing of a dust boot, we can do simulations to ensure we build the best boot for a particular application, by checking for stress under movement, stress under compression, levels of articulation and more.
FEA can be a fatigue-life predictor. By enabling us to virtually mount a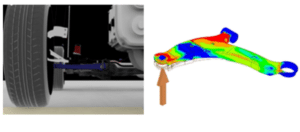 component onto a vehicle, we can test it in a real-world scenario. For example, we can test how a control arm handles a bump and all the corresponding stresses applied. From there we can judge weld life, impact loading and see how the arm will respond, all displayed in a heat map.
component onto a vehicle, we can test it in a real-world scenario. For example, we can test how a control arm handles a bump and all the corresponding stresses applied. From there we can judge weld life, impact loading and see how the arm will respond, all displayed in a heat map.
FEA can also enable rigid body structural analysis, checking bending and compression on a part. With this test, we are generally looking for linear buckling, such as in a tie rod. We are able to analyze how much compression the part will take before it starts to bend, how much it will bend and where the bend will occur. We do this so we can beef up or build out any OE part weak spots. For example, on our TTX™ stabilizer links we increased the rod size and made it hexagonal for a more durable and robust part.
Rather than just copying the OE design, our aim is to build tougher, longer-lasting parts in our premium lines, and virtual testing is an economical way to run a host of real-world simulations. But ultimately, the goal is to get a product to the physical testing stage.
Physical Testing
We perform physical testing on both OEM parts and on our own designs. At Mevotech, a lot of what we do features ball and socket technology, which we are always striving to improve. So, we apply rigorous testing to new designs and products in development, including:
Rotational Testing
One of the tests we apply to our ball joints, for example, is rotational torque testing to measure drag. We make sure we are within the range that we want to achieve while in development, and we also perform this test while building the ball joints – since rotational torque will directly affect the performance and longevity of the part.
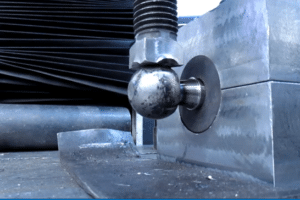 Ball Pin Yield Testing
Ball Pin Yield Testing
This is a destructive test that we do on new designs, where we push down on the ball and try to get it to break off. We actually want the ball pin to bend and not shatter. Premium ball pins are case hardened and have a softer core so the ball pin will bend rather than break off under extreme load or impact. This testing ensures that the metal properties of the ball pin are where they need to be and that the pin will flex, for safety and a longer service life.
Ball Pin Impact Testing
This is where we simulate an extreme impact using a variety of different weights from a variety of heights, to measure any deflection or cracking, etc. We then take this information and use it to make product improvements.
Ball Pin to Socket Pull-Out & Push-Out Testing
Depending on the design, we try to push or pull the ball pin out of the socket and see how much pressure it takes to break the component apart. We take the product to its limit so we can define that limit. Then we make sure we are always well within the defined limit to produce a stronger and more durable product.
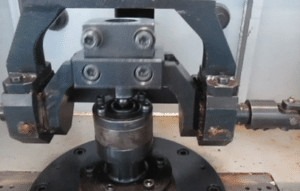 Ball Joint Durability Testing
Ball Joint Durability Testing
We put our ball joints through a durability or lifecycle tester, which swings it back and forth and under different rotations while also adding push and pull forces. This is the best test we have for simulating the punishment the ball joint will receive on a vehicle over the years.
Ball joint durability testing will go on for hundreds of thousands of cycles and run for weeks on end. During this time, the part is removed at set intervals – such as at every 50,000 cycles – and checked for wear and play. This continues until the ball joint reaches its failure point.
While the average OEM ball joint will barely reach 200,000 cycles, our Supreme products can go well over 700,000 cycles. Our TTX™ parts often never complete the test because they top 1,000,000 cycles.
Water Ingress Testing
The dust boot is an area of ball and socket technology that we pay a considerable amount of attention to. We want to ensure the boot is protecting the ball joint internals under harsh conditions, so we put the ball joint into a machine that will articulate it back and forth and strategically spray water and slurry into possible ingress points. We test the moisture content in the grease inside the ball joint before and after to see how well the boot is performing at keeping water out. This test is critical for our ball joint boot designs, which have received patents for their innovations.
Salt Spray Corrosion Resistance Testing
In this test, ball joint components are put into a salt spray chamber and checked at intervals to monitor the formation of rust over time. The image shows how our TTX™ ball joint (left) with Repel-Tek™ coating stood up against an OEM ball joint (right) after 400 hours of salt spray testing.
Summary
As seen above, often our tests are comparative so we can make sure Mevotech parts deliver the durability and performance Professional Technicians can stand behind.
In addition to our in-house tests and the tests we do at manufacturing for quality assurance and consistency, we also do testing with 3rd parties. For new formulas, new materials, new designs and more, we enlist 3rd-party testing labs or the assistance of universities to help us develop and engineer some of the highest quality products on the market. In fact, we use all the resources we can to test, test, test and make sure everything we put out deserves the Mevotech name and meets the quality standards we are always enforcing.
Want to see for yourself? Watch the webinar, Test, Test, Testing: How Chassis Parts Are Validated.